
Точное литье золя кремнезема
2025-01-04
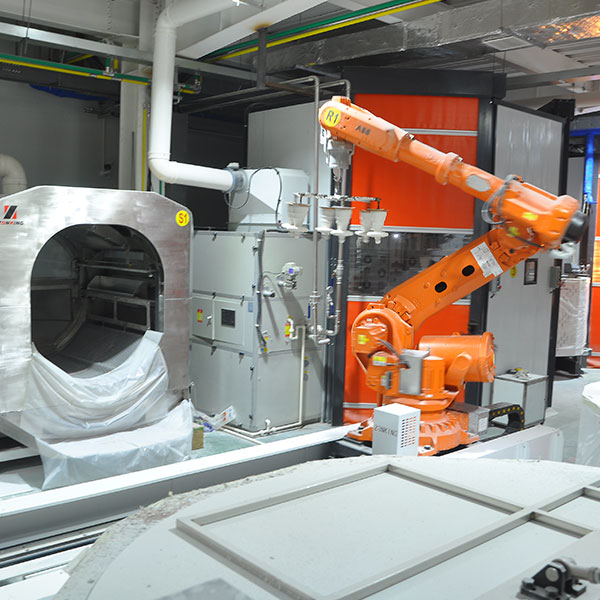
Литье по выплавляемым моделям из силиконового сплава или литье по выплавляемым моделям, также известное как литье по выплавляемым моделям, - это процесс формирования металла, отличающийся строгостью и деликатностью. Основная особенность заключается в использовании легкоплавких материалов в качестве форм и огнеупорных материалов в качестве моделей для литья, а полость отливки формируется путем расплавления форм перед заливкой. Уже 3 000 лет назад этот процесс использовался для отливки артефактов. Во время второй мировой войны, в связи с потребностями военной промышленности, США и Великобритания и другие страны методом литья по выплавляемым моделям стали производить статические лопатки турбореактивных двигателей, так что процесс перешел в промышленную сферу, и уже более полувека получает постоянное развитие и совершенствование. Силиконовые соль инвестиционного литья имеет много производственных процессов, от воска формы, оболочки, заливки, все пути к очистке, является тесной цепи, любое звено проблема имеет прямое влияние на окончательное литье формирования и качества, необходимо особенно усилить контроль процесса и исследования.

Открытие пресс-формы:
На основе требований к дизайну и размерных характеристик изделия сначала изготавливается точная мастер-форма. Мастер-форма может быть изготовлена с помощью механической обработки, 3D-печати или других передовых технологий производства для обеспечения точности формы и размера.
Впрыскивание воска:
С помощью специального воскового материала из мастер-формы изготавливается восковой шаблон, соответствующий форме изделия, методом впрыска, сжатия или другими методами формовки. Такие параметры, как температура, давление и скорость впрыска воскового материала, должны строго контролироваться в процессе изготовления восковой формы, чтобы обеспечить точность и качество восковой формы.
Изготовление оболочки:
На поверхность восковой формы наносится один или несколько слоев кремнеземного раствора, затем послойно добавляется муллитовый песок или другие подходящие огнеупорные материалы для формирования твердой оболочки. В процессе изготовления оболочки необходимо строго контролировать такие параметры, как толщина, равномерность и время сушки покрытия, чтобы обеспечить прочность и стабильность оболочки. В то же время требуется депарафинизация, чтобы удалить восковой рисунок с оболочки для подготовки к последующим операциям литья.
Литье:
Расплавленный металл заливается в подготовленную оболочку формы. В процессе литья необходимо строго контролировать такие параметры, как температура жидкого металла и скорость литья, чтобы обеспечить внутреннее и внешнее качество отливок.
Постобработка:
После завершения литья необходимо подождать, пока жидкий металл остынет и затвердеет, а затем снять оболочку формы, чтобы получить предварительную отливку. Отливку необходимо очистить и отреставрировать, чтобы удалить такие дефекты, как литники и заусенцы. В то же время для улучшения механических свойств и качества поверхности отливок могут быть проведены операции последующей обработки, такие как термообработка, обработка поверхности или финишная обработка.
Инспекция и складирование:
Отливки подвергаются строгому контролю и испытаниям, чтобы убедиться, что их размеры, форма, качество поверхности и т. д. соответствуют проектным требованиям. Квалифицированные отливки хранятся на складе и подготавливаются к последующей сборке или использованию.
Мы предоставляем универсальные услуги от изготовления форм до точного литья, и стремимся обеспечить высокое качество точного литья для высокотехнологичной обрабатывающей промышленности Китая, если есть какие-либо вопросы, связанные с точным литьем и точным литьем, пожалуйста, не стесняйтесь консультироваться с нами.